汽车内外饰注塑模具应用与设计要点详解
汽车内外饰是汽车的重要组成部分,不仅影响车辆的美观、舒适性,更关乎安全与功能性。注塑成型因其高效率、高精度和复杂结构成型能力,成为内外饰制造的核心工艺,而注塑模具的设计与制造则是实现这一工艺的关键。
一、 汽车内外饰中需要注塑模具的主要部件
汽车内外饰中,绝大多数塑料件都通过注塑模具生产,主要可分为以下几大类:
- 内饰部件:
- 仪表板(IP): 这是最复杂的内饰件之一,通常为大型注塑件,可能采用双色注塑、软硬胶结合(IMD/IML)、低压注射等特殊工艺。其模具结构复杂,常包含多个滑块、斜顶和油缸。
- 门板: 包括主门板、地图袋、扶手盖板等。设计需考虑皮纹、装配孔位、卡扣结构以及与其他部件(如扬声器罩、开关面板)的配合。
- 中控台/副仪表板: 结构复杂,集成了储物盒、杯托、换挡面板等多种功能,模具设计需注重多方向抽芯和顶出平衡。
- 座椅部件: 如头枕支架、座椅背板、扶手外壳等,要求强度高,模具需考虑材料的收缩与变形。
- 空调出风口: 叶片多且要求转动灵活,对模具的精密性和排气要求极高。
- 其他: A/B/C柱护板、顶棚拉手、门槛条、地毯压板等。
- 外饰部件:
- 保险杠: 典型的大型薄壁注塑件,材料常为PP+EPDM。模具尺寸巨大,要求热流道系统、顺序阀控制以减小焊接线和变形,冷却系统设计至关重要。
- 格栅: 多为外观件,表面要求高光或镀铬,常采用高光模具(镜面钢)及急冷急热(RHCM)技术。
- 灯罩与灯壳: 材料为PC或PMMA,要求极高的透光率和耐候性。模具需抛光至镜面,并精确控制熔接痕位置。
- 外后视镜壳: 涉及双色注塑或二次注塑,模具需有旋转或平移机构。
- 轮眉、侧裙、防擦条: 属于外观装饰件,对皮纹和尺寸稳定性有要求。
- 门把手: 结构精巧,常带内部机构,模具需精密的小型抽芯结构。
二、 汽车内外饰注塑模具的具体设计流程与要点
汽车注塑模具设计是一个系统工程,遵循严谨的流程:
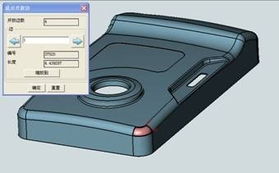
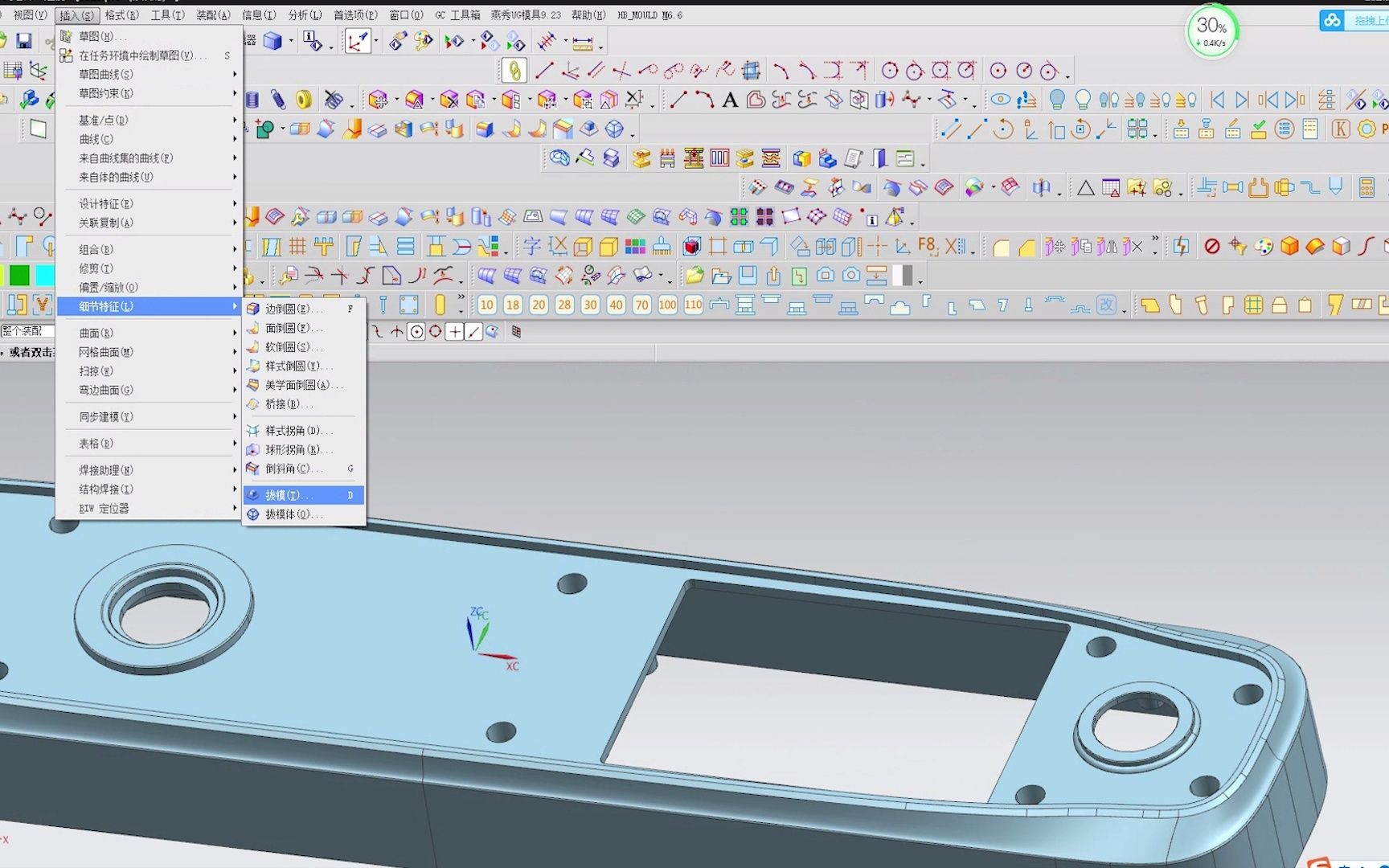
- 产品分析与DFM(面向制造的设计):
- 这是第一步,也是最重要的一步。模具设计师需与产品设计师紧密合作,分析产品的3D数据,检查拔模斜度、肉厚均匀性、加强筋布局、卡扣与装配关系等。提出修改建议,确保产品易于成型和脱模,从源头上避免缺陷。
- 模具结构规划(分型面与排位):
- 确定分型线: 根据产品外观要求(如皮纹段差、分型线可见性)和功能要求,确定最优的分型面位置,确保顺利脱模且不影响外观。
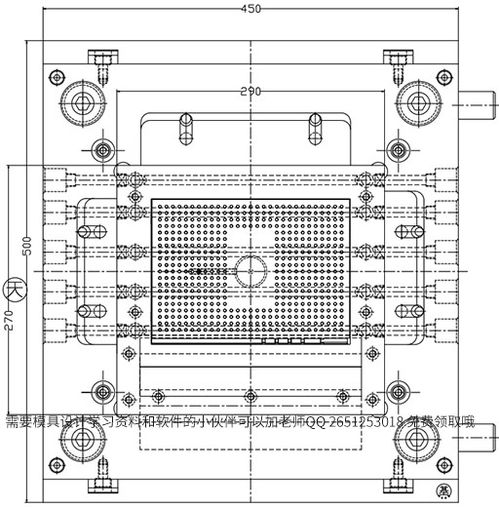
- 型腔排布: 根据产量需求(一模一腔或一模多腔)、注塑机吨位和模具尺寸,确定型腔布局。需考虑流道平衡、冷却均匀和模具受力均衡。
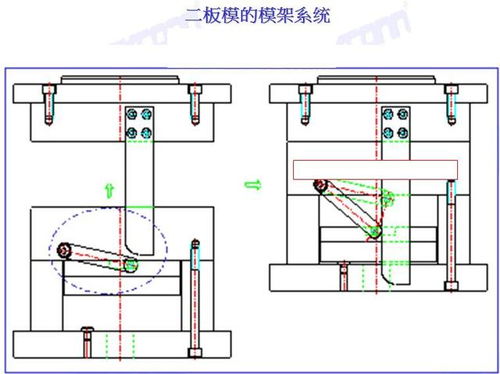
- 模架与标准件选型:
- 选择标准模架(如Futaba、HASCO),并根据需要增加支撑柱、锁模块等。选用合适的顶针、司筒、导柱导套、复位弹簧等标准件。
- 成型系统设计:
- 浇注系统: 汽车模具普遍采用热流道系统以减少废料、提高效率和压力传递。设计要点包括:
- 热嘴选型与布局,确保充填平衡。
- 对于大型件(如保险杠),采用顺序阀热流道(SVG),控制熔体前端流动,消除焊接线或将其移至非外观区域。
- 流道尺寸计算,保证充填压力和保压效果。
- 温度控制系统设计:
- 冷却系统直接决定生产周期和产品变形。设计原则是“快速、均匀”。
- 采用随形冷却水路,尽可能贴近产品表面,尤其是肉厚区域。
- 对于高光表面件(格栅),需设计变模温(RHCM) 系统,实现模具表面的快速加热与冷却。
- 合理布局水路,避免与其它结构(顶针、滑块)干涉。
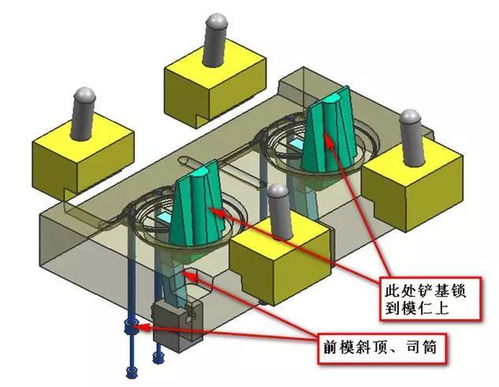
- 脱模系统设计:
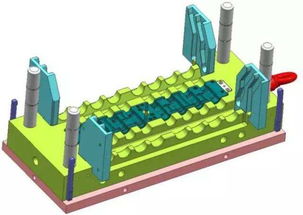
- 汽车件结构复杂,常需要多种脱模机构组合:
- 斜顶: 处理内部倒扣。
- 滑块(行位): 处理侧面倒扣,可通过油缸、斜导柱驱动。
- 油缸/气缸直顶: 用于大行程或复杂角度的抽芯。
- 顶出机构: 采用“顶针+司筒+扁顶针+气辅顶出”等多种方式,确保产品不变形、不顶白。
- 排气系统设计:
- 良好的排气能避免困气、烧焦、充填不足等缺陷。排气槽通常开设在分型面、镶块配合处及顶针/滑块间隙处,深度根据材料而定(如PP料约0.02mm)。
- 细节设计与仿真验证:
- 设计所有镶块、紧固件、定位件。
- 使用CAE软件(如Moldflow)进行模流分析,模拟熔体填充、保压、冷却和翘曲过程,优化浇口位置、冷却方案和工艺参数,提前预测并解决潜在问题。
- 图纸输出与材料选择:
- 出详细加工图纸。
- 根据产品要求(产量、外观、材料)选择模具钢,如预硬钢(P20、718)、高抛光耐蚀钢(S136)、高强度钢(H13用于滑块)等。表面可能需要进行皮纹蚀刻、抛光或镀铬处理。
**** 汽车内外饰注塑模具设计是技术、经验和创新的结合。它要求设计师不仅精通模具结构,还需深刻理解塑料材料特性、注塑工艺以及汽车行业的特定标准(如尺寸工程GD&T)。随着汽车轻量化、智能化的发展,对模具的效率、精度和复杂性提出了更高要求,集成化、自动化、智能化的模具将是未来的发展趋势。
如若转载,请注明出处:http://www.0755898.com/product/91.html
更新时间:2026-04-13 19:42:54