经典汽车车灯模具结构深度解析与设计要点
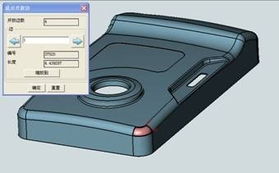
汽车车灯作为集照明、信号指示与外观装饰于一体的重要部件,其制造精度与外观质量要求极高。这背后,精密且复杂的注塑模具扮演了至关重要的角色。一套经典的车灯模具,远非简单的型腔与型芯组合,而是一个集成了光学、结构、热学与机械运动的系统工程。本文将对经典的汽车车灯模具结构进行系统性解析,并阐述其核心设计要点。
一、 核心结构模块解析
一套完整的汽车车灯模具通常由以下几大关键系统构成:
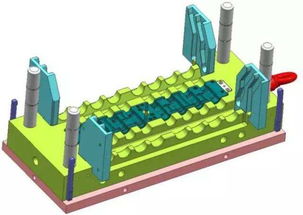
- 成型系统:这是模具的核心,直接决定车灯零件的形状与尺寸。主要包括:
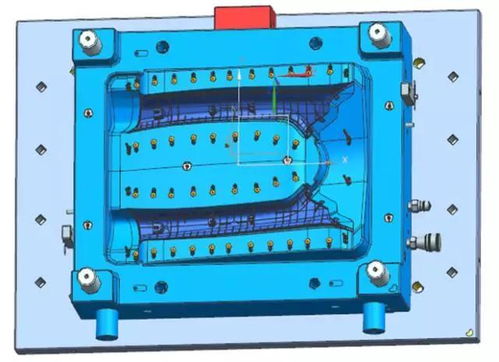
- 型腔与型芯:构成车灯产品外表面(A面,通常为外观面)和内表面(B面)的成型部分。对于车灯透镜(配光镜),其内表面为复杂的光学面,要求极高的表面光洁度和尺寸精度,常采用高抛光甚至镀硬铬处理。
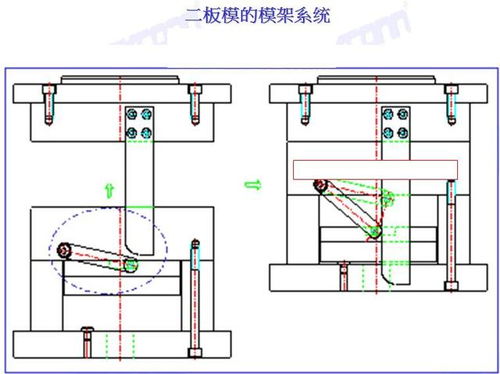
- 滑块与斜顶:用于处理产品上的侧孔、倒扣等脱模障碍。车灯壳体(灯罩)结构复杂,内外侧凹凸特征多,因此滑块(行位)和斜顶(斜方)的数量往往非常多,动作顺序和精度控制是设计难点。
- 浇注系统:负责将熔融塑料导入型腔。车灯模具的浇注系统设计尤为关键:
- 浇口形式:多采用潜伏式浇口或牛角式浇口,以实现自动脱浇,并减少在光学面和外观面上的痕迹。对于大型透镜,有时也采用多点热流道转冷流道进胶,以平衡填充、减少熔接痕并控制流长比。
- 热流道系统:现代车灯模具普遍使用热流道,以减少废料、提高生产效率并改善充填。对于多型腔或大型制品,常采用多点多段控制的热流道,精确控制各点温度与注射时序。
- 冷却系统:直接影响生产周期和产品变形。车灯产品壁厚不均、结构复杂,因此冷却系统设计需遵循“快、匀、近”原则:
- 采用随形冷却水路,尽可能贴近型腔表面,尤其是光学透镜区域,以保证均匀快速的冷却。
- 对于难以布置直水路的深腔或窄缝区域,会采用导热镶件(如铍铜)、冷却螺旋芯子或点冷却技术。
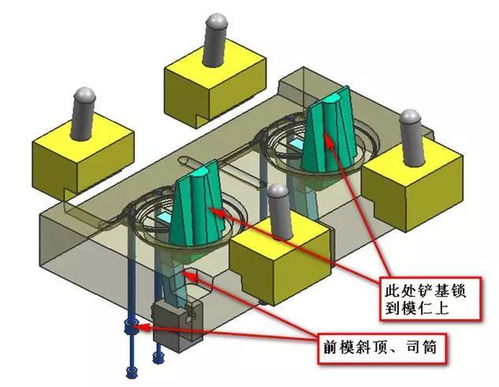
- 顶出系统:确保成型后的产品顺利脱模。车灯产品投影面积大、深度深、结构复杂,顶出系统需精心设计:
- 顶出元件多样化,包括圆顶针、扁顶针、司筒(顶管) 以及气辅顶出。
- 对于薄壁、深腔的灯罩,常需设计延迟顶出或二次顶出机构,防止产品顶白或变形。
- 排气系统:车灯模具充填速度快、型腔复杂,排气不畅易导致烧焦、填充不足等缺陷。排气通常设置在:
- 料流末端、滑块配合间隙处、镶件拼接缝处以及顶杆配合间隙处。分型面主排气槽深度通常控制在0.02-0.04mm。
二、 特殊机构与设计要点
基于车灯产品的特殊性,模具设计中还需融入以下关键技术与机构:
- 顺序阀控制(SVG)技术:用于大型或复杂车灯零件(如一体式尾灯)。通过控制热流道各点针阀的开启顺序,引导熔体流动路径,有效消除熔接痕、改善内部应力分布和纤维取向,对提升光学性能至关重要。
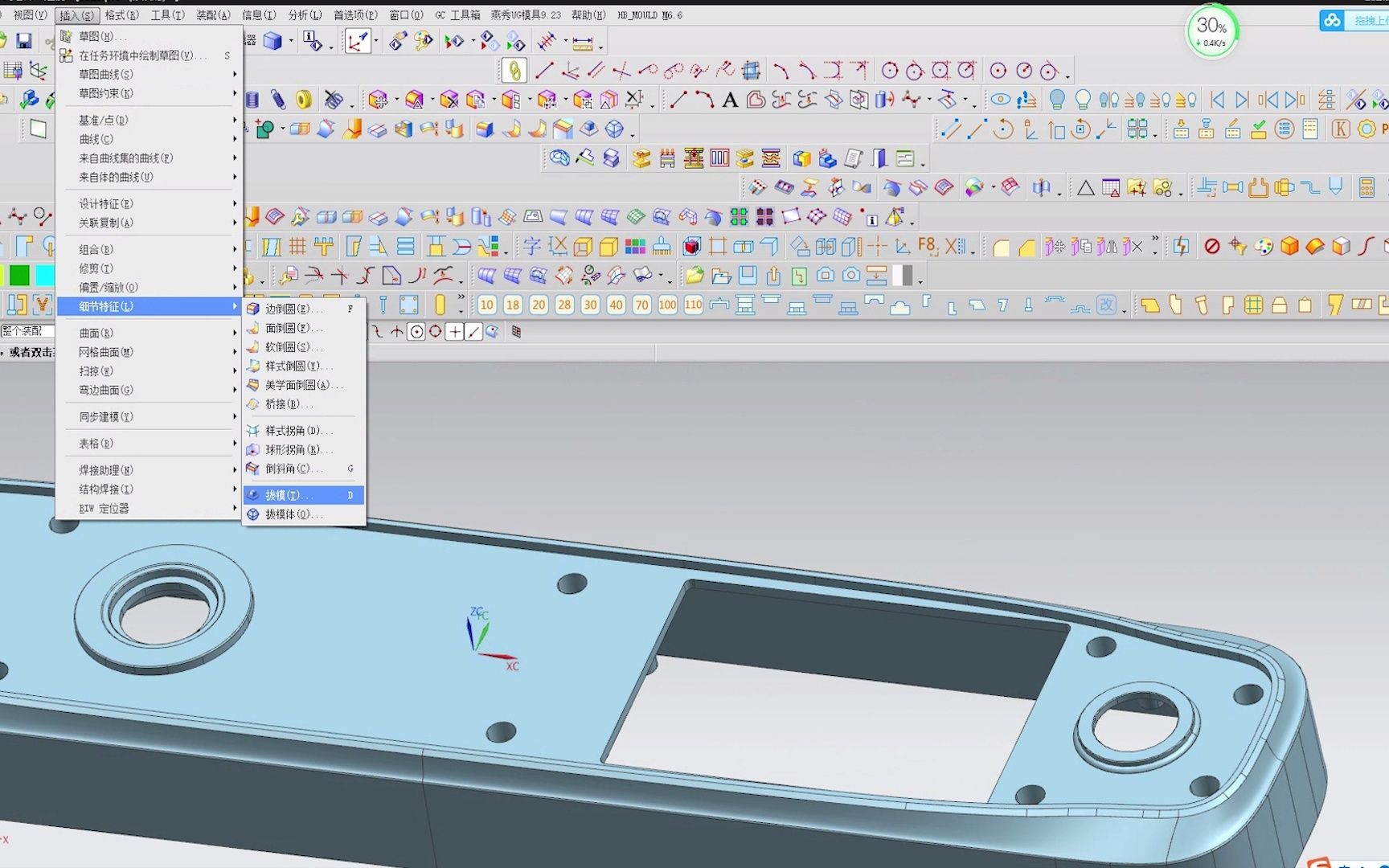
- 透镜光学面加工与抛光:透镜模具型腔(对应透镜外表面)通常采用超精密加工(如慢走丝、镜面火花机)和手工/机械抛光至镜面(Ra<0.01μm)。内表面(光学花纹面)则通过蚀刻(纹理)或钻石车削加工出精密的光学微结构。
- 多物料与双色成型技术:越来越多车灯采用透明与不透明部分一体成型(如带灯圈的透镜),或硬胶与软胶结合(如密封区域)。这需要设计转盘式、转轴式或后退芯式的双色/多物料模具,对定位精度和时序控制要求极严。
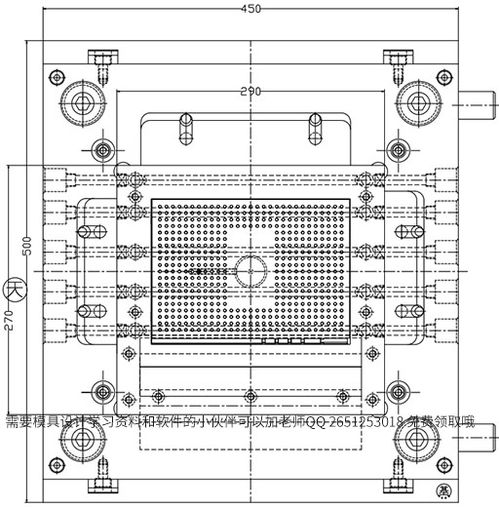
- 高精度定位与导向:模具动定模之间、滑块与模板之间均需采用高精度定位元件,如锥面定位块(边锁)、精密导柱导套,甚至四面围边定位,以确保在高压注射下各成型部件不移位,保证产品尺寸特别是光学尺寸的稳定。
- 模拟分析的应用:在模具设计阶段,必须综合运用模流分析(Moldflow)、结构应力分析等CAE工具,提前预测填充、冷却、翘曲、缩痕等情况,优化浇口位置、冷却水路布局和保压曲线,实现“第一次就做对”的设计目标。
三、
经典的汽车车灯模具是精密注塑模具领域的集大成者,它融合了机械设计、材料科学、光学工程和自动化控制等多学科知识。其设计核心在于深刻理解塑料(如PC、PMMA)的流动与收缩特性,精确复现光学表面的微观结构,并通过一系列精密的机械与热控机构,实现高效率、高质量、高稳定性的生产。随着车灯向智能化、轻薄化、造型一体化方向发展,对模具技术也提出了如微结构光学面加工、更高效的随形冷却、多材料/多工艺集成等更高挑战,持续推动着模具设计与制造技术的革新。
如若转载,请注明出处:http://www.0755898.com/product/85.html
更新时间:2026-04-13 04:04:21