智能手表外壳精密注塑模具设计案例详解
在现代消费电子领域,智能手表已成为主流穿戴设备,其外观的精致度与结构的可靠性至关重要。智能手表外壳,作为直面用户、承载功能的核心部件,其注塑成型质量直接决定了产品的市场竞争力。一个优秀的模具设计,是高品质外壳生产的基石。本文将通过一个典型的智能手表外壳注塑模具设计案例,深入剖析其关键技术与设计精髓,值得每一位模具工程师与产品开发者收藏与借鉴。
一、 产品分析与设计挑战
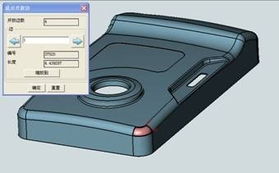
本次案例的产品为一款主流智能手表的复合材质外壳(中框),其设计特点与模具挑战如下:
- 结构复杂:集成了表带连接卡扣、按键孔、传感器开口、充电触点槽等多种功能结构,壁厚不均,存在多处薄壁与加强筋。
- 外观要求极高:外表面为高光或细咬花面,要求无熔接痕、缩水、飞边等缺陷,A级表面标准。
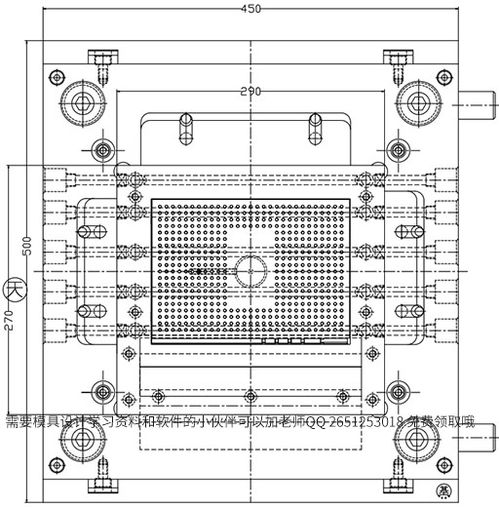
- 尺寸精密:装配尺寸公差要求严格(通常在±0.05mm以内),确保与屏幕、底盖、内部元器件的精密配合。
- 材料特性:常选用高强度、高流动性的工程塑料如PC、PC+ABS或尼龙加玻纤,对模具的耐磨性和冷却效率提出高要求。
二、 模具结构设计核心方案
针对以上挑战,模具采用了以下创新与经典相结合的设计方案:
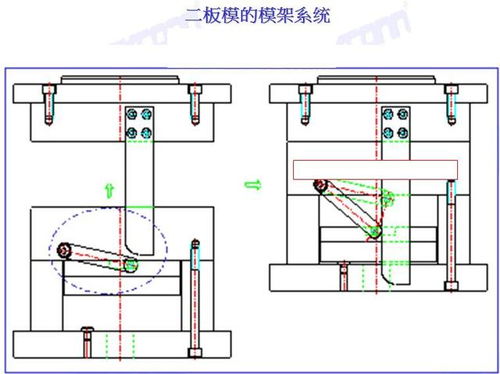
1. 分型面设计:
主分型面设定在外壳最大轮廓处,确保产品顺利脱模。针对侧面的卡扣与开口,采用了斜顶+滑块的复合抽芯机构。斜顶负责处理内部倒扣,滑块处理侧面大面积的倒扣与开口,所有运动轨迹均经过精密模拟,避免干涉。
2. 浇注系统设计:
为满足外观面无熔接痕的要求,采用了热流道转冷流道多点顺序阀浇口(Sequential Valve Gate)技术。通过3-4个针阀浇口按预设时间顺序开启,引导熔体流动,将最终的熔接痕“赶”至非外观面或装配隐藏区域,完美解决了外观面熔接线问题。
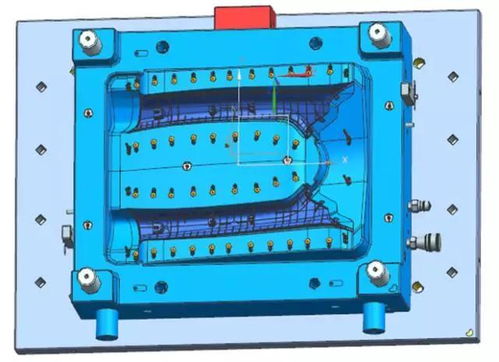
3. 冷却系统设计:
采用随形冷却水路(Conformal Cooling)与多层立体循环水路相结合。针对产品壁厚差异大的区域,通过3D打印技术加工出随形水路,紧贴型腔表面,实现均匀高效的冷却,大幅缩短成型周期(预计可缩短20%以上),并有效防止因冷却不均导致的翘曲变形和缩痕。
4. 排气与顶出系统:
- 排气:在料流末端、滑块与斜顶配合处开设充足的排气槽(深度0.02-0.03mm),防止困气导致的烧焦或缺料。
- 顶出:采用“顶针+扁顶针+气辅顶出”的组合方案。平面区域用圆顶针,狭窄筋位用扁顶针,对于深腔壳体结构,在开模瞬间注入压缩空气辅助脱模,避免产品真空吸附变形,确保顶出平稳、无顶白。
5. 模具材料与表面处理:
型芯、型腔采用高硬度、高导热性的优质模具钢(如S136、NAK80等),并进行镜面抛光至A1级(用于高光面)或精准的蚀纹处理。对滑块、斜顶等运动部件进行渗氮或PVD涂层处理,增强耐磨性,保证长期生产的稳定性。
三、 模具设计与制造流程中的数字化应用
- 模流分析先行:在设计初期,使用Moldflow等软件进行全面的填充、冷却、翘曲和收缩分析。优化浇口位置、数量、冷却水路布局以及工艺参数,提前预测并解决潜在的缺陷,将问题消灭在图纸阶段。
- 全3D设计与协同:整个模具进行全3D参数化设计,所有零件关联更新。使用软件(如UG/NX, Creo)的模具设计模块,快速完成模架、标准件调用及复杂机构设计,并进行动态干涉检查。
- 智能制造与检测:核心部件采用高速CNC、慢走丝线切割及3D打印技术加工。组装完成后,使用三坐标测量机(CMM)对模具型腔进行首件检测,确保与产品3D数据完全吻合。
四、 试模与量产成果
经过精心设计和制造,该模具试模一次成功率显著提高。量产结果表明:
- 产品外观完美,达到A面标准,无可见缺陷。
- 尺寸稳定性高,CPK值达标,装配良率超过99.5%。
- 成型周期缩短至25秒以内,生产效率大幅提升。
- 模具寿命预计可达百万模次以上,维护成本低。
****
智能手表外壳的模具设计,是现代精密注塑模具技术的集大成者。它不仅仅是机械结构的堆砌,更是材料科学、热力学、流体力学与数字化设计深度融合的结晶。此案例充分展示了如何通过创新的结构设计、先进的流道与冷却方案以及全面的数字化仿真,攻克消费电子产品精密制造的难关。收藏并深入理解此类案例,对于提升模具设计水平、应对未来更复杂的电子产品制造需求,具有极高的参考价值和指导意义。模具强,则制造强;细节之处,方显匠心。
如若转载,请注明出处:http://www.0755898.com/product/79.html
更新时间:2026-06-19 23:36:23