机壳类外罩产品模具设计的要点与实践
机壳类外罩作为工业产品中常见的关键部件,广泛应用于电子设备、家用电器、通讯器材、汽车零部件等领域。其模具设计不仅直接影响产品的外观质量、尺寸精度和装配性能,更关乎生产效率与制造成本。一套优秀的机壳类外罩模具设计,需要综合考虑产品结构、材料特性、生产工艺以及模具自身寿命等多方面因素。
一、前期分析与设计输入
模具设计的第一步是深入理解产品。这包括:
- 产品结构分析:仔细研读产品2D/3D图纸,明确机壳的壁厚、加强筋、卡扣、螺丝柱、开口、装饰线等所有特征。特别要关注脱模斜度,通常外表面取1°-2°,内表面取0.5°-1.5°,以确保顺利脱模。
- 材料选择:常用材料如ABS、PC/ABS、PP、PC等,其收缩率、流动性、韧性各不相同。必须根据材料特性(如收缩率通常为0.4%-0.7%)来精确计算模具型腔尺寸。
- 外观要求:确定产品的外观面(A面),该区域通常要求高光洁度,不能有分型线、顶针痕迹等,这直接决定了分型面的位置和模具的抛光等级。
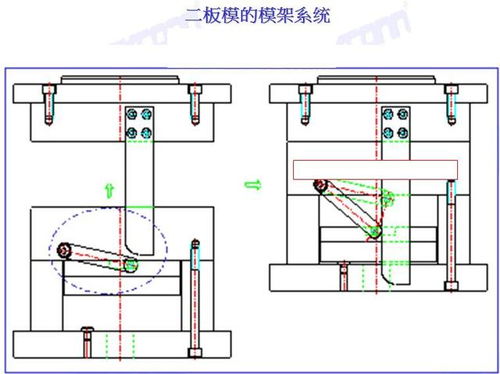
- 产量与寿命:预估产品生命周期内的总产量,是选择模具钢材(如预硬钢P20、淬火钢S136等)、设计模具结构(如两板模、三板模、热流道系统)的重要依据。
二、分型面设计
分型面是动模与定模的分界面,是模具设计的核心。对于机壳类产品,分型面设计需遵循以下原则:
- 优先位于产品轮廓最大截面处,便于脱模。
- 尽可能避开外观面,将分型线隐藏在产品侧面或内部。
- 保证模具强度和加工可行性,避免出现薄钢、尖角。
- 考虑排气,通常将分型面作为主要排气通道的一部分。
三、浇注系统设计
浇注系统决定了塑料熔体如何填充型腔,直接影响产品外观和内在质量。
- 浇口形式:机壳类产品常采用潜伏式浇口(点浇口变异),可在产品内侧自动切断,不影响外观。对于大型壳体,也可采用多点热流道点浇口,以平衡填充、减少熔接痕和内应力。
- 流道布局:应保证熔体同时到达型腔末端,实现平衡填充。采用Moldflow等模流分析软件进行仿真优化至关重要,可以预测填充模式、熔接痕位置、气穴和翘曲趋势,从而提前优化浇口位置和冷却方案。
四、冷却系统设计
冷却时间约占整个注塑周期的70%以上,高效的冷却系统是提高生产效率的关键。
- 水路布置:应均匀环绕产品型腔和型芯,特别是壁厚较厚的区域(如螺丝柱)。采用随形冷却水路(如3D打印的异形水路)能极大提升冷却效率。
- 水路直径与间距:通常取φ8-φ12mm,与型腔表面距离为水路直径的1.5-3倍,水管间距为水路直径的3-5倍。
五、顶出与排气系统设计
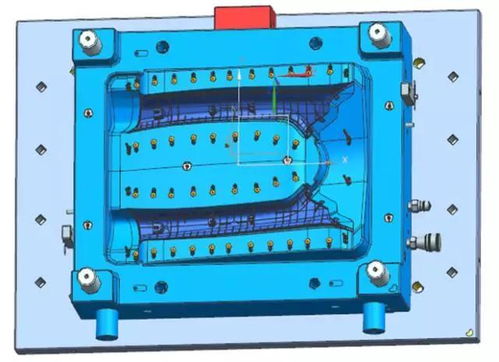
- 顶出系统:机壳类产品投影面积大,脱模阻力大。需合理布置顶针(圆顶针、扁顶针)、司筒(用于深而薄的螺丝柱)和推块(用于大型平面)。顶出需平稳、平衡,避免产品顶白或变形。
- 排气系统:除分型面排气外,在料流末端、型芯镶件接合处、顶针/司筒配合处需开设排气槽(深0.01-0.03mm,宽5-10mm),防止困气导致烧焦、填充不满等缺陷。
六、模具结构细节与标准化
- 侧向抽芯机构:对于机壳侧面的孔、凹槽,需设计斜导柱滑块或油缸抽芯机构。设计时需计算抽芯距和锁紧力。
- 导向与定位:采用精密的导柱导套(甚至使用滚珠导柱)和锥面定位块,确保动、定模在高压注射下精确对合,防止飞边。
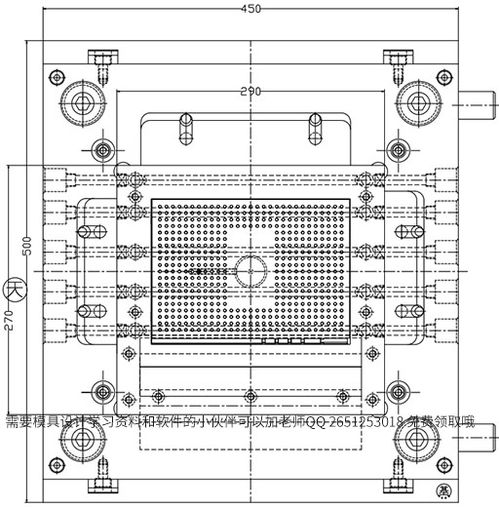
- 标准化与维护:尽可能采用标准模架、标准件(如顶针、螺丝、弹簧),降低成本和维修难度。设计时应考虑模具的吊装、运输和保养便利性。
###
机壳类外罩产品的模具设计是一项综合性极强的技术工作,是连接产品设计与批量制造的桥梁。优秀的模具设计师需要在深刻理解产品功能与美学需求的基础上,融合材料科学、机械设计、热力学和制造工艺知识,并通过CAE软件进行模拟验证,才能设计出高效、可靠、长寿命的模具,最终实现高质量、低成本、快响应的产品制造目标。随着智能制造和模具新工艺(如3D打印随形水路、微发泡成型)的发展,机壳模具设计也将持续向更精密、更高效、更智能的方向演进。
如若转载,请注明出处:http://www.0755898.com/product/77.html
更新时间:2026-06-19 11:28:20